Flex Cable Bonding Machines The Invisible Micro-Welders Behind Every Foldable Phone, Curved Cluster and Wearable Heart Sensor
What the Term Really Covers
When engineers Google “flex-cable-bonding-machine” they are actually looking for at least six different styles of assembly press: FOG (Flex-on-Glass), FOB (Flex-on-Board), FOF (Flex-on-Flex), T-FOG (touch sensor Flex-on-Glass), FOP (Flex-on-Plastic) and the generic FPC bonder that can jump from substrate to substrate in the same shift.
All of them share one mission: create a permanent, particle-rich conductive path in the Z-axis while keeping the X–Y plane electrically silent, and do it in under three seconds so the next 6-inch or 110-inch panel can roll in.
Why Flex Bonding is Suddenly Everywhere
Rigid boards do not survive 200,000 folds at a 0.2 mm bend radius. And connectors add 0.3 mm of height that nobody can spare.
Automotive cockpits now cycle from −40 °C to +105 °C, medical catheters must be autoclavable, and TV bezels have shrunk to 0.9 mm.
The only technical escape route is a 25 µm polyimide tail that is bonded directly to the glass, PCB or second flex with an anisotropic conductive film (ACF).
The machine that performs this micro-weld has quietly become as critical as the lithography scanner.
Inside the Process Chamber
Surface Prep: Both substrates are de-ionised and IPA-wiped to remove 1 µm particles and native oxide.
ACF Lamination: A 1–3 mm strip of ACF is kiss-cut. peeled and tacked at 80 °C with 0.2 MPa while the liner is vacuum-stripped away.
Vision Alignment: Dual 12 MP cameras capture fiducials. AI software corrects X, Y, θ and scale in 60 ms to an accuracy of ±1 µm.
Pre-Bond: A titanium head descends to 60 °C and 0.1 MPa to hold the flex while the system verifies ≥ 98 % pad overlap.
Flex Bonding
Pulse-Heat Bond: In 1.5 s the head ramps to 140–220 °C at 200 °C/s while pressure climbs to 0.6–1.5 MPa. Conductive particles trapped between copper traces deform into elastic micro-bridges.
Cool Under Load: A water-cooled chuck pulls temperature below 60 °C before pressure is released.locking the particles and preventing spring-back.
In-Situ QA: Four-wire Kelvin probes measure contact resistance; any trace above 30 mΩ triggers an automatic rework cycle.
Optional Mandrel Test: The tail is folded 180° around a 0.2 mm rod. vision algorithms look for coverlay whitening or trace cracks.
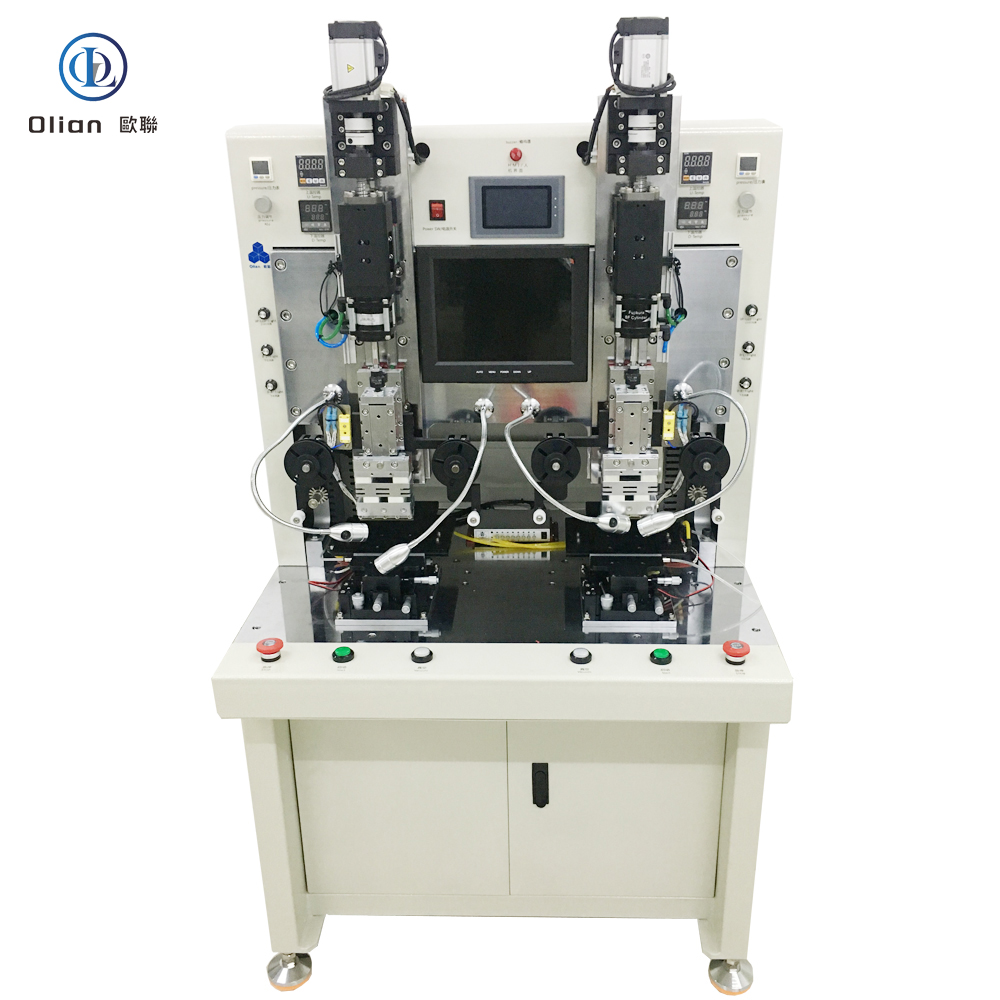
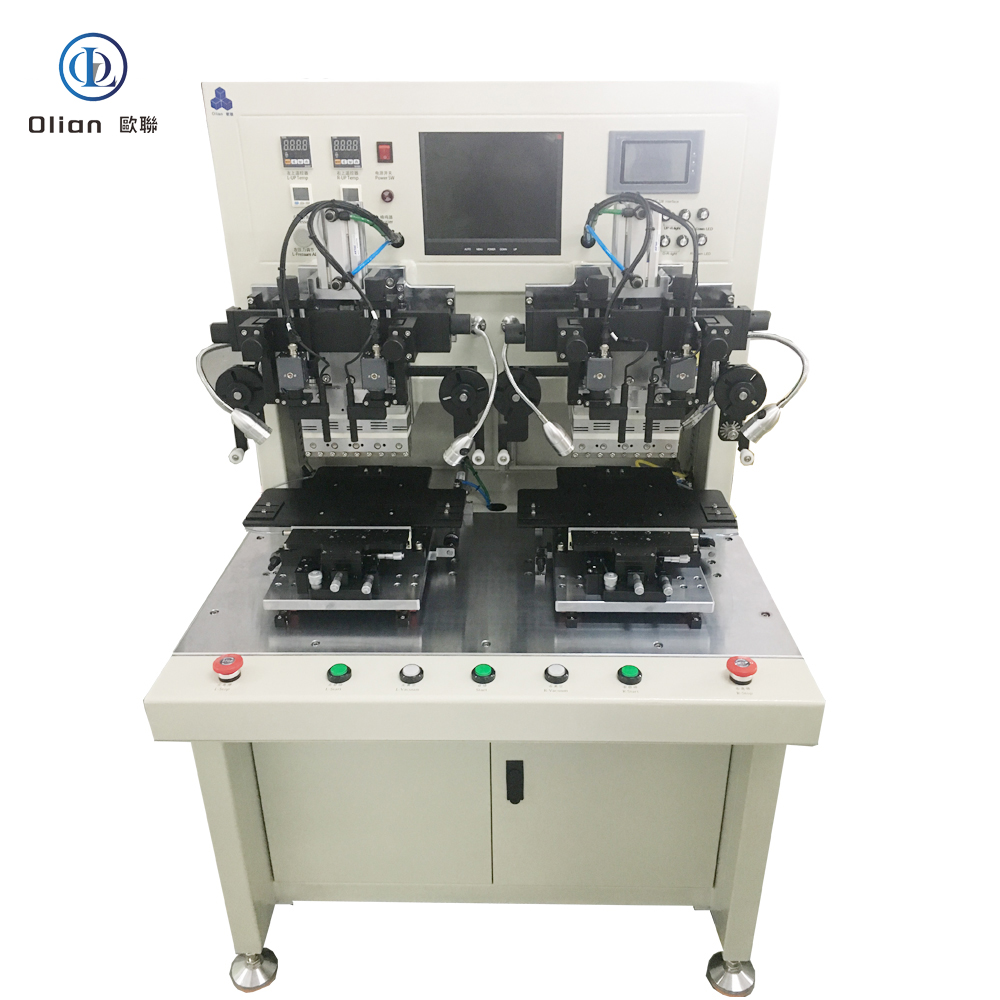
Hardware DNA of a Modern Bonder
Frame: A granite or Meehanite base gives 10 µm flatness over 1 m and thermal inertia that rejects shop-floor vibration. Axes: Linear-motor stages with 0.1 µm encoders and 2 g acceleration move the 100-inch TV panel without fixtures. Optics: Co-axial LED RGB plus NIR illumination can see through ITO, copper, black polyimide and even ink-jetted alignment marks. Heating: Pulse-heat power supplies deliver 3 kW in 1 ms bursts with closed-loop thermocouple feedback; constant-heat platens hold ±0.5 °C for medical lots that cannot tolerate thermal shock. Force: Ceramic load cells resolve 0.01 MPa and compensate for 50 µm substrate warpage in real time. Software: Recipe encryption, MES traceability and AI-driven self-tuning reduce first-pass setup time from hours to minutes.
Specification Snapshot That Buyers Actually Search For
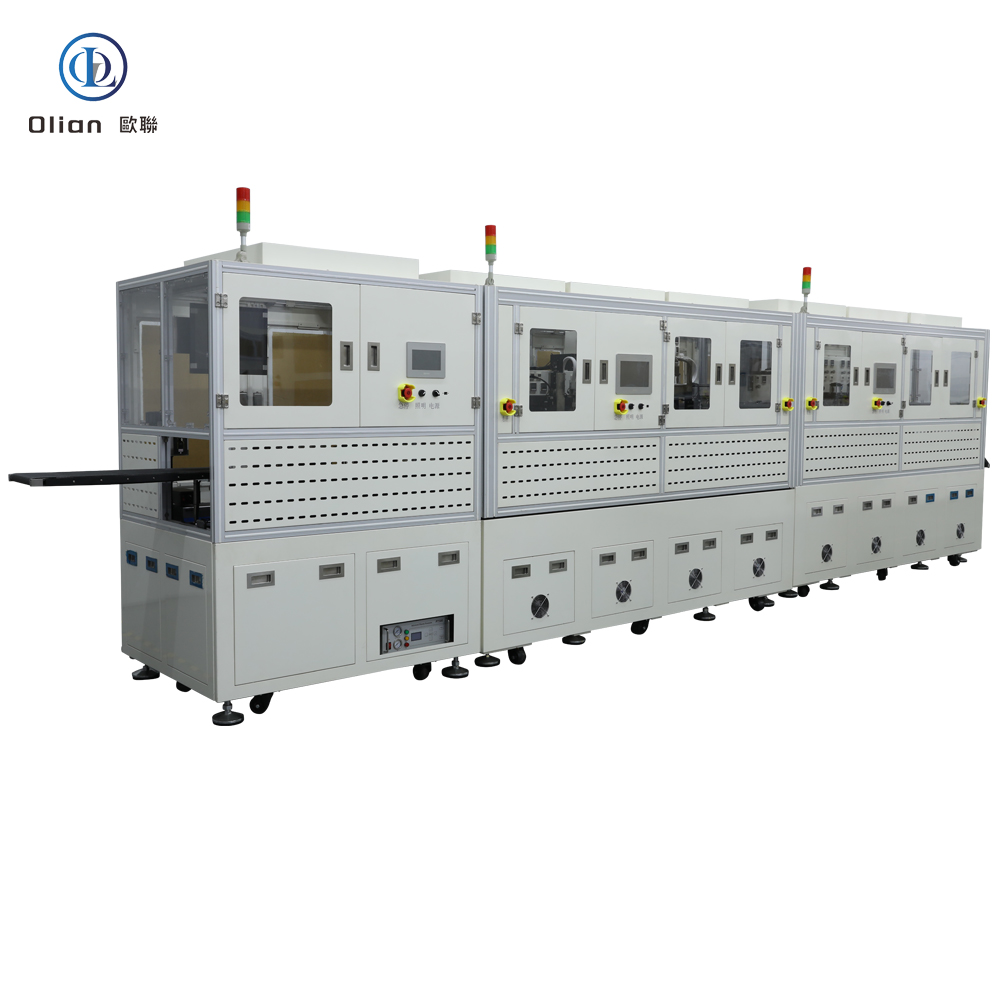
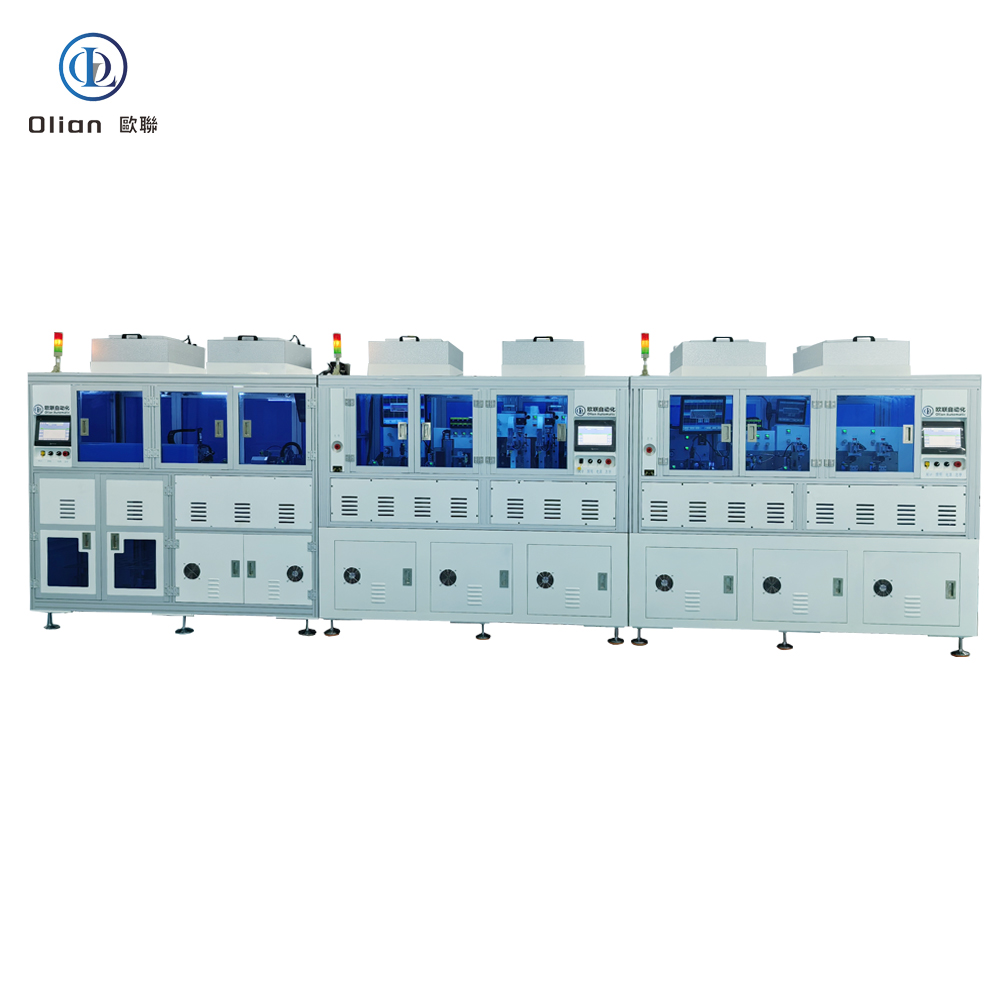
Bonding area: 1 × 1 mm (watch flex) to 2,500 × 1,500 mm (10.5-gen TV), Placement repeatability: ±1 µm @ 3σ. Temperature window: 25 °C–450 °C. Pressure range: 0.05–3 MPa. Cycle time: 2.5 s for smartphone OLED, 12 s for 85-inch mini-LED. Throughput: 6,000 UPH for 6-inch panels on dual-lane FOB. Power draw: 2.5 kW typical, 7 kW peak pulse. Footprint: 0.6 × 0.8 m benchtop repair unit up to 3 × 4 m in-line cluster.
Automotive, Medical and Aerospace Twists
Automotive heads-up displays add a 50 µm thick silicone gasket so the flex can survive 1,000 h of 85 °C/85 %RH and 10 g vibration. Disposable medical sensors use transparent PET instead of polyimide; the bonder must weld at 120 °C so the glucose-sensitive membrane is not denatured. Space-grade bonders operate in nitrogen purges to prevent silver migration and provide 100 % X-ray traceability per NASA-STD-8739.
Foldables, Stretchables and the Roadmap Ahead
Panel makers are experimenting with 5 µm copper on 12.5 µm LCP (liquid-crystal polymer) that must survive 500,000 folds. Next-generation bonders will employ femto-second lasers to pre-texture the ACF surface, increasing particle capture density without raising temperature. AI vision will predict particle deformation from reflectance spectra and adjust pressure mid-bond.
Sustainability mandates are pushing for lead-free, halogen-free ACF and 30 % lower energy per weld; vendors are responding with induction-assisted heaters that cut pulse-heat time by 40 %.
Maintenance Tips That Protect Your Seven-Figure Asset
Daily: Wipe the tungsten head with IPA-drenched lint-free cloth;
any carbonised ACF build-up becomes a 50 °C hotspot that drifts resistance. Weekly: Run the glass-scale calibration; a 2 µm error discovered early saves an entire OLED batch. Monthly: Check the chilled-water loop for algae.
a 5 °C rise in cool-down temperature can raise contact resistance by 8 mΩ. Quarterly: Replace the ceramic heater sleeve; micro-cracks cause 10 °C overshoot that bursts particles and creates latent opens. Yearly: Re-map the vision system with NIST-traceable grid plate.
thermal growth of the granite base alone can shift the camera 3 µm over 12 months.
Buying Strategy
If you are a contract manufacturer bidding on flagship phone flex tails,
insist on a machine with sub-µm encoder feedback and < 1 s vision alignment; OEM audits now demand raw data logs. For automotive Tier-1 suppliers, choose a platform whose frame can be upgraded to 1.5 m width without replacing the entire gantry—dashboard displays are still growing. Medical start-ups should lock in suppliers that offer FDA-compliant recipe encryption and 21 CFR Part 11 digital signatures; the agency now reviews bonding parameters as part of device approval.
Conclusion
The flex-cable-bonding-machine is no longer a niche back-end tool; it is the enabling chokepoint that turns fragile copper traces into foldable, rollable,
Understanding its physics, specifications and roadmap is the shortest route to winning the next smartphone, automotive cockpit or wearable diagnostic contract that lands on your desk.