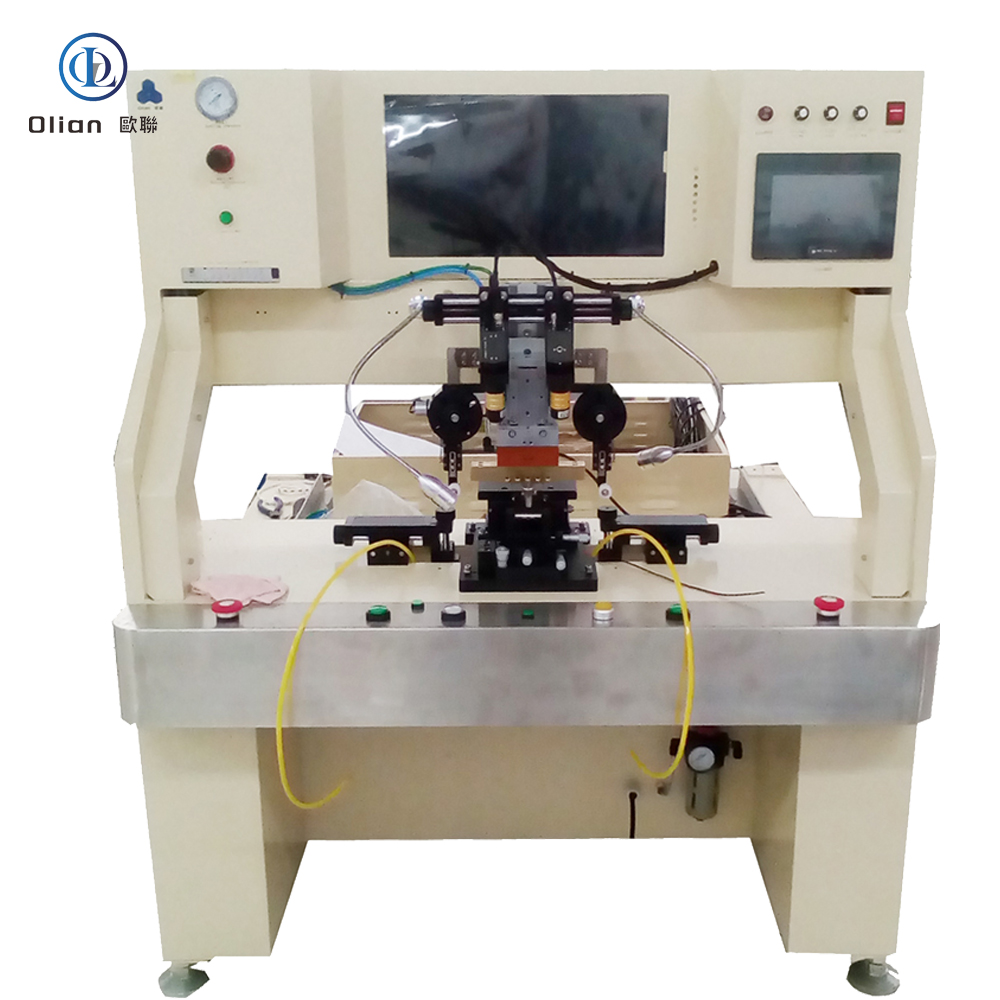
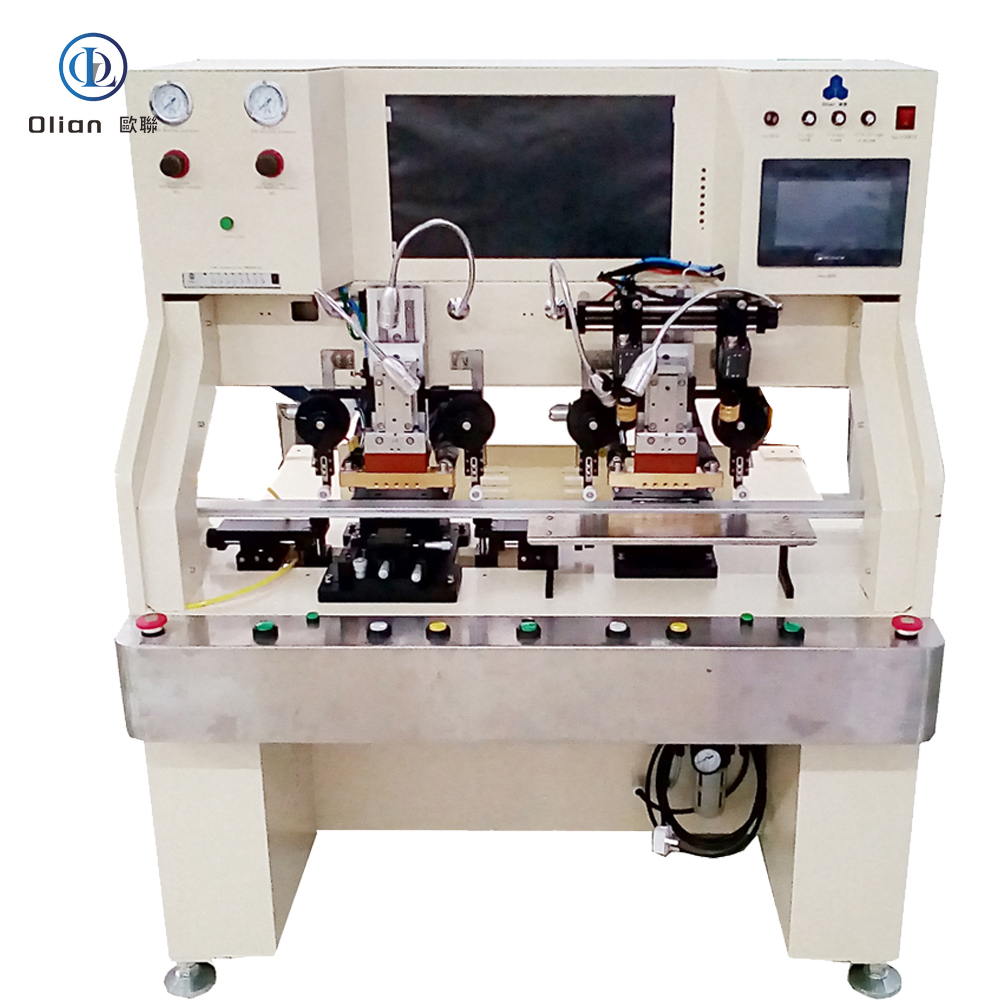
A pulse heat bonding machine—often marketed as a pulse heat bonder, Hot-Bar bonder, or ACF pulse heat press—is the precision heart that welds chips, flex circuits, or touch sensors onto glass, plastic, or another flex without solder, without connectors, and without added weight. It uses controlled heat and pressure to deform microscopic conductive particles inside anisotropic conductive film (ACF), creating thousands of vertical contacts in under three seconds while keeping lateral isolation > 1 GΩ. Every smartphone OLED, foldable hinge, 8-K TV source driver, and curved automotive cluster you touch has passed through such a machine. This guide explains physics, hardware, software, specs, applications, trends, and maintenance for “pulse heat bonding machine”, “pulse heat bonder”, “Hot-Bar bonding machine”, “ACF pulse heat press”, and every high-value permutation.
Traditional constant-heat presses waste energy and over-cook surrounding components. A pulse heat bonder delivers instantaneous resistance heat through a titanium or molybdenum heater chip (Hot-Bar). The current is pulsed ON/OFF at kilohertz frequency, so:
Rise time: 200 °C/s to target (e.g., 180 °C) in < 1 s
Dwell: programmable plateau (e.g., 2 s)
Cool-down: forced water or ambient air to < 60 °C while pressure is maintained
The result is a cold-to-cold cycle in < 5 s with ±0.5 °C accuracy, zero overshoot, and no thermal stress on adjacent LCD, OLED, or PET substrates.
2. Physics: The Three-Stage Pulse Heat Cycle
Pressurise: Servo or pneumatic ram lowers the Hot-Bar onto the work-piece; force is measured by a load cell in real time (0.1 g resolution).
Pulse Heat: Low-voltage, high-current pulses (typ. 5 V, 800 A) flow through the bar; PID feedback from an embedded K-type thermocouple modulates pulse width to follow the exact profile (pre-heat, main-heat, reflow).
Cool Under Load: Water-cooled block or ambient air removes heat while pressure is maintained; particles solidify, ACF cures, and the bar lifts only after < 60 °C is reached.
Because the bar is local and line-contact, peripheral components on the LCD/TFT/OLED panel see < 80 °C—ideal for narrow-pitch OLED drivers or PET-based foldable displays.
3. Step-by-Step Fully Automatic Workflow
Robot Loading: 6-axis arm feeds glass, flex, or plastic reel; barcode scanner confirms product ID.
Atmospheric Plasma Cleaning: Raises surface energy to > 60 dynes for ACF wetting.
ACF Lamination: Precision cutter feeds 1–3 mm strip; heated roller tacks film at 80 °C, 0.2 MPa.
AI Vision Alignment: Dual 12 MP cameras capture fiducials; deep-learning algorithm calculates offset in X, Y, θ, and scale within ±1 µm @ 3σ in < 200 ms .
Pulse Heat Bond:
Rise: 200 °C/s to 160–220 °C (programmable)
Dwell: 1–3 s at ±0.5 °C
Cool: Forced water or ambient air to < 60 °C while pressure holds
Cold-Laser Assist: Femtosecond laser pre-cleans ITO at 25 °C, enabling 120 °C PET bonds.
AI Yield Predictor: Neural networks forecast particle-trap probability, pushing yield to 99.9 %.
Servo-Hydraulic Hybrid: 80 kg force for 100-inch TV bar while maintaining 1 µm accuracy.
Roll-to-Roll Pulse Heat: Reel-fed driver and touch tails bonded at 3,000 UPH .
According to industry analysis, the global pulse heat bonding machine market is expected to grow at a CAGR of 6–8 %, driven by 8-K TVs, foldable phones, and automotive displays .
A pulse heat bonding machine is no longer a niche Hot-Bar press—it is the universal, AI-driven, cloud-connected gateway that turns instantaneous resistance heat into the foldable phones, 8-K TVs, and transparent medical patches that define modern electronics. By mastering sub-micron alignment, single-degree thermal control, and real-time force feedback, these platforms deliver 99.9 % yield and full Industry 4.0 traceability—future-proofing your process.